






403
Sorry!!
Error! We're sorry, but the page you were looking for doesn't exist.
First Atlantic Nickel Reports Highest Awaruite (Nickel-Iron-Cobalt Alloy) DTR Grades And Recovery To Date From Expansion Drilling At Pipestone XL Nickel Alloy Project
| Hole ID | From (m) | To (m) | Interval (m) | Mass Pull (%) | Nickel - Magnetic Concentrate Grade Ni ( %) | Nickel - Total Grade Ni (%) | DTR Nickel Grade - Magnetically Recovered Ni (%) | Total Nickel Recovery (%) | Chromium - Magnetic Concentrate Grade Cr (%) | Chromium Total Grade Cr (%) | DTR Chromium Grade - Magnetically Recovered Cr (%) | Cobalt - Magnetic Concentrate Grade Co (%) |
| AN-25-10 | 8 | 236 | 228 | 10.48 | 1.44 | 0.22 | 0.15 | 68.62 | 1.54 | 0.29 | 0.16 | 0.05 |
| including | 8 | 59 | 51 | 9.47 | 1.76 | 0.21 | 0.17 | 79.80 | 1.55 | 0.29 | 0.15 | 0.06 |
| 215 | 236 | 21 | 9.21 | 1.72 | 0.22 | 0.16 | 71.74 | 1.70 | 0.29 | 0.16 | 0.06 | |
| Including "Up To" | 15.20 | 2.08 | 0.26 | 0.19 | 99.80 | 2.85 | 0.46 | 0.33 | 0.07 |
Hole AN-25-10 was positioned 200 meters east of Hole AN-24-04, the Company's previous best drill hole (0.14% DTR Ni over 366 meters), to test the continuation of high-grade mineralization toward Chrome Pond. The hole returned 0.15% DTR Ni over 228 meters from 0.22% total nickel, with 68.62% magnetic recovery. This was calculated from 1.44% nickel in magnetic concentrate with a 10.48% mass pull, exceeding the RPM Zone averages of 1.29% Ni in concentrate and a 9.25% mass pull. This result represents a 25% increase over the average DTR Ni grade of 0.12% across all previously reported RPM Zone drill holes.
Hole AN-25-10 intersected the highest-grade intervals to date at the RPM Zone, including 0.17% DTR Ni from 8 to 59 meters (51 meters) and 0.16% DTR Ni from 215 to 236 meters (21 meters). These results confirm that the eastern extension of Line Section S1 hosts the best magnetically recoverable nickel grades reported to date, supported by visual observations of disseminated, large-grain awaruite mineralization throughout the entire drilled interval.
Drilling was halted at 233 meters after the hole encountered a clay-filled fault zone that caused complete loss of water circulation and excessive torque on the drill rods. Drill cuttings contained abundant magnetite that could not be washed from the borehole, preventing further advancement without risking equipment damage or the drill becoming irretrievably stuck downhole. Although the fault zone required suspension of drilling, the abundance of magnetite in the drill cuttings is encouraging, as awaruite commonly forms alongside magnetite during serpentinization. The hole ended in mineralization grading 0.16% DTR Ni over the final 21 meters, confirming continuation of the system at depth. Given the significance of these results, the Company plans to announce additional drilling around Hole AN-25-10, with optimized drilling designed to penetrate deeper and continue eastward expansion toward Chrome Pond.
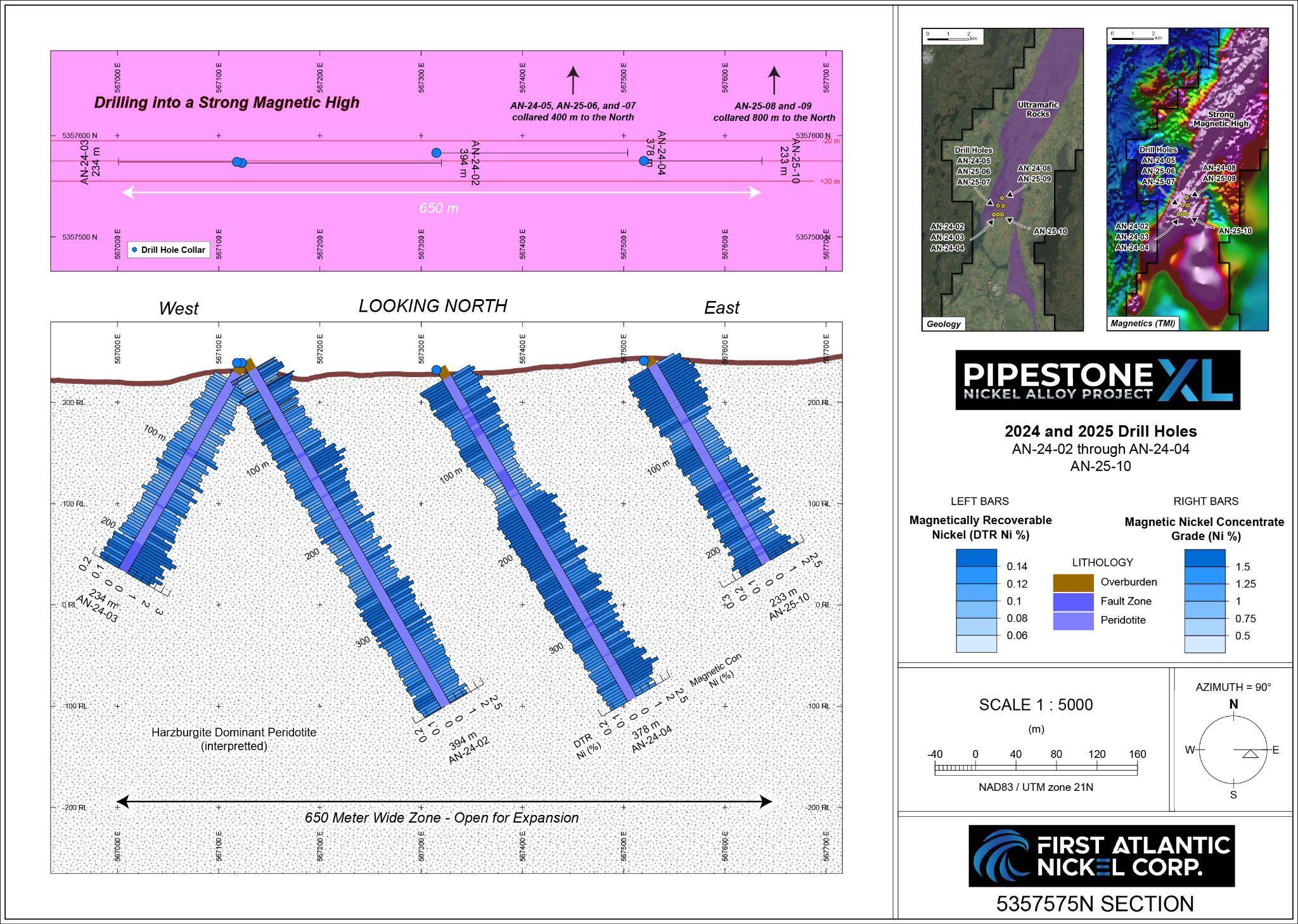
Figure 01: Cross-sectional view of the RPM Zone Hole AN-24-02 to AN-24-04 and AN-25-10, showing the distribution of magnetic concentrate and DTR nickel values. Hole AN-25-10 averages 1.44% nickel and 1.54% chromium in continuous metallurgical DTR magnetic concentrate, with an average 10.48% Mass Pull and 0.15% DTR nickel over 228 meters.
Table 02: Drill Hole Collar Location Information
| Hole ID | Easting (UTM) | Northing (UTM) | Elevation (m) | Azimuth (°) | Dip (°) | Depth (m) |
| AN-25-09 | 567517 | 5358377 | 219 | 270 | -60 | 480 |
| AN-25-10 | 567520 | 5357575 | 241 | 90 | -60 | 233 |
Figure 02: Drill core from Hole AN-25-10 at 9 meters, showing disseminated awaruite (nickel-iron alloy) in serpentinized peridotite (top); photomicrographs show awaruite grains up to ~500 microns in size (bottom).
Figure 03: Drill core from Hole AN-25-10 at 146 meters, showing disseminated awaruite (nickel-iron alloy) in serpentinized peridotite (top); photomicrographs show awaruite grains up to ~450 microns in size (bottom).
Figure 04: Drill core from Hole AN-25-10 at 233 meters, showing disseminated awaruite (nickel-iron alloy) in serpentinized peridotite (top); photomicrographs show awaruite grains up to ~350 microns in size (bottom).
Hole AN-25-09, located 800 meters north of the discovery drilling on Section S1, was drilled from the same collar location as Hole AN-25-08 but oriented in the opposite direction. This hole tested westward toward Pipestone Pond on Section S3 and intersected continuous mineralization over its entire 480-meter length, returning 0.09% DTR Ni from 0.95% nickel in magnetic concentrate from 42 to 417 meters, is greater than the 0.06% DTR Ni cutoff grade calculated at the Baptiste awaruite nickel deposit in British Columbia1.
The westward orientation of AN-25-09, drilled prior to refined structural interpretation, was not optimally oriented to test the true width of the awaruite-bearing body. Despite this, the hole provided valuable geological information confirming the westward-dipping system, consistent with results from Hole AN-25-07, which was also drilled westward on Section S2. The successful DTR results from eastward-oriented holes, compared with the sub-optimal westward orientation of AN-25-07 and AN-25-09, confirm that eastward-oriented drilling is essential to test the true width of the mineralized body and continues to deliver the best grades on the property.
Table 03: Pipestone XL Nickel Alloy Project - Summary of Assay Results and DTR Metallurgical Test Results for Drill Hole AN-25-09 (RPM Zone)
| Hole ID | From (m) | To (m) | Interval (m) | Mass Pull (%) | Nickel - Magnetic Concentrate Grade Ni ( %) | Nickel - Total Grade Ni (%) | DTR Nickel Grade - Magnetically Recovered Ni (%) | Total Nickel Recovery (%) | Chromium - Magnetic Concentrate Grade Cr (%) | Chromium Total Grade Cr (%) | DTR Chromium Grade - Magnetically Recovered Cr (%) | Cobalt - Magnetic Concentrate Grade Co (%) |
| AN-25-09 | 9 | 483 | 474 | 9.00 | 0.93 | 0.23 | 0.08 | 36.07 | 1.61 | 0.28 | 0.14 | 0.06 |
| including | 42 | 417 | 375 | 9.03 | 0.95 | 0.23 | 0.09 | 37.16 | 1.57 | 0.26 | 0.14 | 0.06 |
| including "Up To" | 12.00 | 1.20 | 0.26 | 0.11 | 45.79 | 3.94 | 1.23 | 0.34 | 0.08 |
Figure 05: Cross-sectional view of the RPM Zone drill hole AN-25-08 and AN-25-09, located 800 meters north of discovery hole AN-24-02, showing the distribution of magnetic concentrate and DTR nickel values. Hole AN-25-08 averages 1.35% nickel and 1.57% chromium in continuous metallurgical DTR magnetic concentrate, with an average 8.79% Mass Pull and 0.12% DTR nickel over 480 meters.
Figure 06: Drill core from Hole AN-25-09 at 124 meters, showing disseminated awaruite (nickel-iron alloy) in serpentinized peridotite (top); photomicrographs show awaruite grains up to ~300 microns in size (bottom).
Figure 07: Drill core from Hole AN-25-09 at 479 meters, showing disseminated awaruite (nickel-iron alloy) in serpentinized peridotite (top); photomicrographs show awaruite grains up to ~450 microns in size (bottom).
AWARUITE NICKEL: HIGH RECOVERY FROM HIGH-GRADE MINERAL
Awaruite (Ni3Fe) is a naturally occurring nickel-iron-cobalt alloy containing approximately 77% nickel2, or 2 to 3 times the nickel content of typical nickel sulfide minerals such as pentlandite (~25% Ni)3. Awaruite's high nickel content and magnetic properties enables simpler magnetic concentration, with less complex flotation requirements than conventional sulfide processing, and supports higher end-concentrate grades.
DTR metallurgical testing at the RPM Zone has achieved an average nickel recovery of 68.62% across reported drill holes, demonstrating the effectiveness of magnetic separation for awaruite concentration. The 10.48% mass pull in Hole AN-25-10 shows that magnetic separation can reduce the starting rock volume by approximately 90%, concentrating the recoverable nickel into about 10% of the original rock mass prior to flotation. The Company's current metallurgical program is based on magnetic separation ahead of flotation, leveraging awaruite's unique magnetic properties to achieve superior recoveries relative to bulk tonnage nickel sulfide mineralization.
Unlike conventional nickel sulfide minerals such as pentlandite (Fe,Ni)9S8, which contain sulfur, a non-metal chemical element that takes-up weight and space within the mineral and needs to be removed through secondary processing such as high temperature smelting or roasting, awaruite's sulfur-free composition eliminates the need for smelting, roasting, or acid leaching. This positions the Pipestone XL Project as a potential domestic source of magnetically concentrated nickel that reduces reliance on overseas processing infrastructure.
PHASE 2X DRILLING PROGRAM UPDATE
The Phase 2X drilling program continues to expand the RPM Zone within the 4-kilometer strike length target area announced October 21, 2025. To date, approximately 3,500 meters of drill core from the RPM Zone have returned positive magnetically recoverable nickel results. Reported holes averaging 1.29% nickel in magnetic concentrate with a 9.25% mass pull, result in a calculated grade of 0.12% DTR nickel. The exceptional results from AN-25-10 (0.15% DTR Ni with 68.62% recovery) demonstrate increasing grades with eastward expansion toward Chrome Pond.
The Company plans to announce additional drilling targeting multiple directions:
- Eastern Extension (High Priority): Following the exceptional results from Hole AN-25-10, additional drilling from optimized collars designed to penetrate deeper will target the zone beyond where the hole was halted, continuing the eastward expansion toward the historic Chrome Pond chromite prospect. The eastward trend has consistently delivered the best magnetically recoverable nickel grades on the property. Northern Extension: Systematic step-outs north of Section S3 will continue to test the 4-kilometer strike length potential outlined by DTR surface sampling. Southern Extension: Approximately 1 kilometer of southern extension potential has been identified in areas now reinterpreted as ultramafic peridotites hosting awaruite.
CHROMIUM CO-PRODUCT AND METALLURGICAL PROGRAM
Chromium occurs disseminated with the awaruite nickel alloy in all RPM Zone drill hole intervals, averaging 0.15% DTR chromium across reported intersections with a 9.25% average mass pull. Based on consistent chromium assays in every RPM Zone drill hole to date, the Company has expanded its metallurgical program to include chromium as an area of interest for potential by-product recovery. Chromite has been identified as the source mineral for chromium, and its beneficiation potential is currently under investigation. Mineralogy analysis provides the foundation for determining future recovery methods, processing routes, and separation techniques, and will provide insight into potential concentrate grades. The Company anticipates updates on recovery, separation, and preliminary concentrate products for nickel, chromium, and cobalt in early 2026.
Table 04: RPM Zone - Complete Intervals for all Drill Holes Reported to Date
| Drill Hole | Zone | Section | From meters | To meters | Interval meters | Magnetically Recovered (DTR) Nickel % | Magnetic Concentrate Nickel Grade (Ni %) | Mass Pull (%) | Comment |
| AN 24 - 02 | RPM | S1 | 11.0 | 394.1 | 383.1 | 0.13 | 1.37 | 9.50 | NR - March 12, 2025 |
| AN 24 - 03 | RPM | S1 | 18.0 | 234.0 | 216.0 | 0.11 | 1.32 | 9.12 | NR - April 15, 2025 |
| AN 24 - 04 | RPM | S1 | 12.0 | 378.0 | 366.0 | 0.14 | 1.46 | 9.53 | NR- June 24, 2025 |
| AN 24 - 05 | RPM | S2 | 6.0 | 357.0 | 351.0 | 0.12 | 1.47 | 8.21 | NR - July 9, 2025 |
| AN 25 - 06 | RPM | S2 | 5.65 | 453 | 447.35 | 0.11 | 1.27 | 9.02 | NR - August 12, 2025 |
| AN 25 - 07 | RPM | S2 | 9 | 495 | 486.0 | 0.09 | 0.97 | 9.60 | NR - October 23, 2025 |
| AN 25 - 08 | RPM | S3 | 11 | 491 | 480.0 | 0.12 | 1.35 | 8.79 | NR - October 23, 2025 |
| AN 25 - 09 | RPM | S3 | 9 | 483 | 474.0 | 0.08 | 0.93 | 9.0 | NR - Dec 2, 2025 |
| AN 25 - 10 | RPM | S1 | 8 | 236 | 228 | 0.15 | 1.44 | 10.48 | NR - Dec 2, 2025 |
| TBA |
Figure 08: Phase 2X drill plan map showing expanded target areas - RPM, RPM South, and RPM North, within the 30 km Pipestone XL Nickel Alloy Project.
Figure 09: Phase 2X drill plan map at the RPM Zone showing the 800-meter drill-confirmed strike length and the open 10-kilometer strike extension to Super Gulp within the 30-kilometer Pipestone XL nickel trend.
AWARUITE - RARE & PURE NATURAL NICKEL-IRON-COBALT ALLOY MINERAL
The sulfur-free nature of awaruite (Ni3Fe), a naturally occurring nickel-iron-cobalt alloy already in metallic form, eliminates the need for secondary processes such as smelting, roasting or acid leaching that are typical of sulfide or laterite nickel ores. Unlike sulfides, which are not natural alloys, awaruite avoids the challenge of sourcing smelter capacity-a bottleneck in North America's nickel supply chain. With an average nickel grade of approximately 77%, awaruite significantly exceeds the ~25% nickel grade characteristic of pentlandite. Awaruite's strong magnetic properties enable concentration through magnetic separation, as demonstrated by Davis Tube Recovery (DTR) testing at First Atlantic's RPM Zone drill core.
Awaruite eliminates the electricity requirements, emissions, and environmental impacts associated with conventional smelting, roasting or acid leaching processes of common nickel minerals. Moreover, awaruite's sulfur-free composition removes the risks of acid mine drainage (AMD) and related permitting challenges commonly posed by sulfide minerals. As noted by the United States Geological Survey (USGS) in 2012: "The development of awaruite deposits in other parts of Canada may help alleviate any prolonged shortage of nickel concentrate. Awaruite, a natural iron-nickel alloy, is much easier to concentrate than pentlandite, the principal sulfide of nickel."
Figure 10: Quote from USGS on Awaruite Deposits in Canada
DAVIS TUBE RECOVERY (DTR) METALLURGICAL TEST
Davis Tube Recovery (DTR) is a laboratory method that uses magnets to separate magnetic and non-magnetic material from a sample, similar to commercial magnetic separators used in mining operations. The percentage of magnetic mass recovered (mass pull) is used together with the assayed grade of the magnetic fraction to calculate the magnetically recoverable nickel.
DTR nickel percentage is calculated by: Mass Pull (%) × Magnetic Nickel Concentrate Grade (%). This represents the portion of nickel that can be recovered through magnetic separation and is not equivalent to a standard assay result. DTR results can vary based on equipment settings and technological advancements.
The Company has released a new educational video that breaks down the Davis Tube Recovery (DTR) test into five simple steps. This video is a valuable resource for anyone interested in understanding mineral exploration. Please visit to view the video.
Figure 11: Davis Tube Recovery (DTR) Metallurgical Test 5 Step Process
Investor Information
The Company's common shares trade on the TSX Venture Exchange under the symbol " FAN ", the American OTCQB Exchange under the symbol " FANCF " and on several German exchanges, including Frankfurt and Tradegate, under the symbol " P21 ".
Investors can get updates about First Atlantic by signing up to receive news via email and SMS text at
FOR MORE INFORMATION:
First Atlantic Investor Relations
Robert Guzman
Tel: +1 844 592 6337
...
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
Disclosure
Adrian Smith, P.Geo., a director and the Chief Executive Officer of the Company is a qualified person as defined by NI 43-101. The qualified person is a member in good standing of the Professional Engineers and Geoscientists Newfoundland and Labrador (PEGNL) and is a registered professional geoscientist Mr. Smith has reviewed and approved the technical information disclosed herein.
Analytical Method & QA/QC
Samples were split in half on site, with one half remaining in the core box for future reference and the other half securely packaged for laboratory analysis. The QA/QC protocol included the insertion of blanks, duplicates, and certified reference material (standards), with one QA/QC sample being inserted every 20 samples to monitor the precision and accuracy of the laboratory results. All analytical results successfully passed QA/QC screening at the laboratory, and all Company inserted standards and blanks returned results within acceptable limits.
Samples were submitted to Activation Laboratories Ltd. (“Actlabs”) in Ancaster, Ontario, an ISO 17025 certified and accredited laboratory operating independently of First Atlantic. Each sample was crushed, with a 250 g sub-sample pulverized to 95% - 200 mesh. A magnetic separate was then generated by running the pulverized sub-sample through a magnetic separator which splits the sub-sample into magnetic and non-magnetic fractions. This involves running a 30 g split of the pulp through a Davis Tube magnetic separator as a slurry using a constant flow rate, a magnetic field strength of 3,500 Gauss, and a tube angle of 45 degrees to produce magnetic and non-magnetic fractions.
The magnetic fractions are collected, dried, weighed and the magnetic fraction is fused with a lithium metaborate/tetraborate flux and lithium bromide releasing agent and then analyzed on a wavelength dispersive XRF for multiple elements including nickel, cobalt, iron and chromium. The magnetically recovered nickel grade was then calculated by multiplying the XRF fusion nickel value by the weight of the magnetic fraction and dividing by the total recorded feed weight or magnetic mass pulled from the sample.
True widths are currently unknown. However the nickel bearing ultramafic ophiolite and peridotite rocks being targeted and sampled in the Phase 1 drilling program at the Atlantic Nickel Project are mapped on surface and in drilling as several hundred meters to over 1 kilometer wide and approximately 30 kilometers long.
Forward-looking statements:
This news release may include "forward-looking information" under applicable Canadian securities legislation. Such forward-looking information reflects management's current beliefs and are based on a number of estimates and/or assumptions made by and information currently available to the Company that, while considered reasonable, are subject to known and unknown risks, uncertainties, and other factors that may cause the actual results and future events to differ materially from those expressed or implied by such forward-looking information.
Forward-looking information in this news release includes, but is not limited to: statements regarding: the timing, scope and results of the Company's Phase 1 and Phase 2 work and drilling programs (including follow-up drilling around Hole AN-25-10 and continued expansion toward Chrome Pond); future project developments; the Company's objectives, goals, and future plans; statements and estimates of market conditions; the viability of magnetic separation as a low-impact processing method for awaruite; the strategic and economic implications of the Company's projects; and expectations regarding future developments and strategic plans. Forward-looking information is based on, among other things, assumptions regarding: the continuity of mineralization and geology suggested by drilling and sampling to date; metallurgical recoveries and magnetic separation performance continuing to be consistent with test results; the availability of drill rigs, services, personnel and supplies; permitting and regulatory timelines; prevailing and future nickel, cobalt and chromium prices and demand; and the Company's ability to obtain financing on reasonable terms to carry out planned exploration and metallurgical programs.
Readers are cautioned that such forward-looking information are neither promises nor guarantees and are subject to known and unknown risks and uncertainties including, but not limited to, general business, economic, competitive, political and social uncertainties, uncertain and volatile equity and capital markets, lack of available capital, actual results of exploration activities, environmental risks, future prices of base and other metals, operating risks, accidents, labour issues, delays in obtaining governmental approvals and permits, and other risks in the mining and clean energy industries. Additional factors and risks including various risk factors discussed in the Company's disclosure documents which can be found under the Company's profile on Should one or more of these risks or uncertainties materialize, or should assumptions underlying the forward-looking statements prove incorrect, actual results may vary materially from those described herein as intended, planned, anticipated, believed, estimated or expected.
The Company is presently an exploration stage company. Exploration is highly speculative in nature, involves many risks, requires substantial expenditures, and may not result in the discovery of mineral deposits that can be mined profitably. Furthermore, the Company currently has no mineral reserves on any of its properties. As a result, there can be no assurance that such forward-looking statements will prove to be accurate, and actual results and future events could differ materially from those anticipated in such statements. The Company undertakes no obligation to update forward-looking information, except as required by applicable securities laws.
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.
___________________
1
2
3
Photo accompanying this announcement are available at:

Legal Disclaimer:
MENAFN provides the
information “as is” without warranty of any kind. We do not accept
any responsibility or liability for the accuracy, content, images,
videos, licenses, completeness, legality, or reliability of the information
contained in this article. If you have any complaints or copyright
issues related to this article, kindly contact the provider above.
Most popular stories
Market Research

More Story








Comments
No comment